
NILO operates two advanced manufacturing facilities located in Thessaloniki and Volos, Greece. These state-of-the-art facilities are designed to produce a diverse range of products, including powder and liquid detergents, disinfectants, and cosmetics, while adhering to the highest industry standards. Through continuous investment in cutting-edge technology and infrastructure, NILO ensures efficiency, quality, and innovation in its production processes. The versatility of our facilities also enables NILO to handle complex Private Label and Contract Manufacturing productions, offering customized solutions tailored to meet the specific needs of each client.
 Advanced Production Capabilities
Advanced Production CapabilitiesNILO employs specialized machinery that is unique in Greece, featuring a cutting-edge spray drying tower. This advanced technology ensures consistent quality, uniform particle distribution, and homogeneity of the final product. The spray drying process enhances solubility and effectiveness, providing customers with high-performance cleaning solutions.
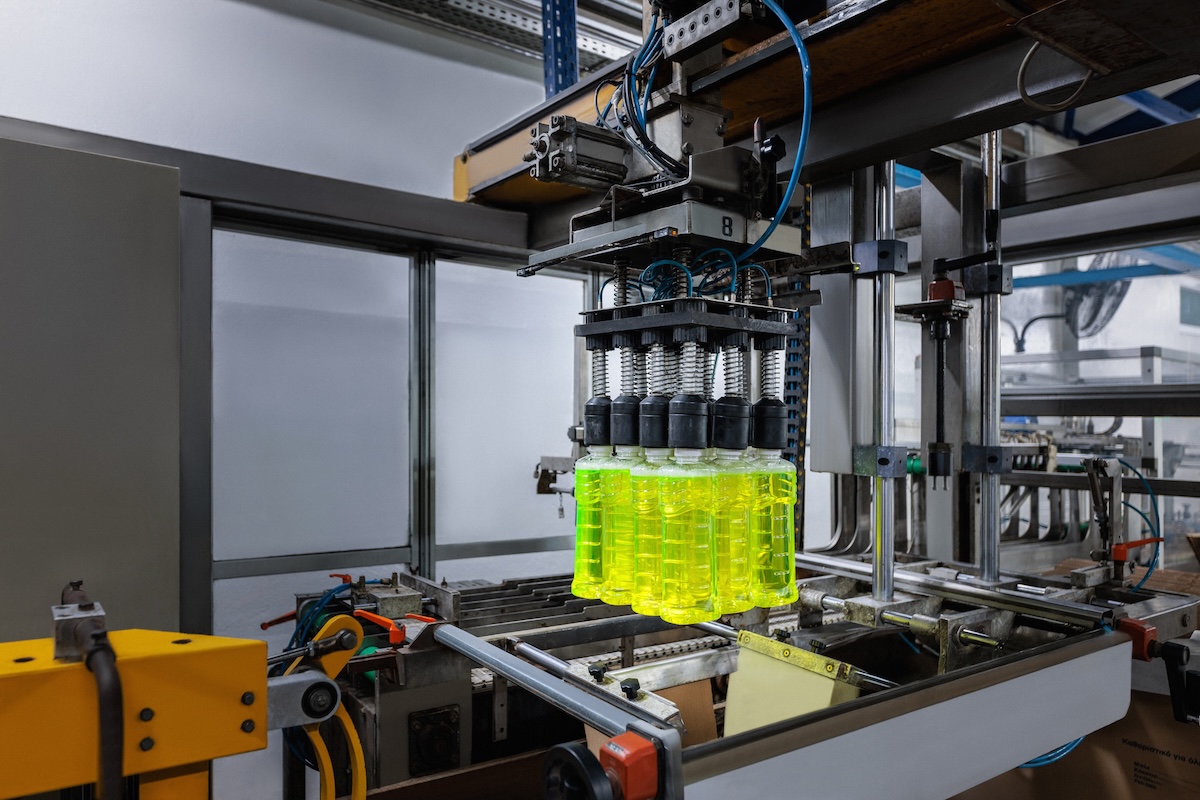
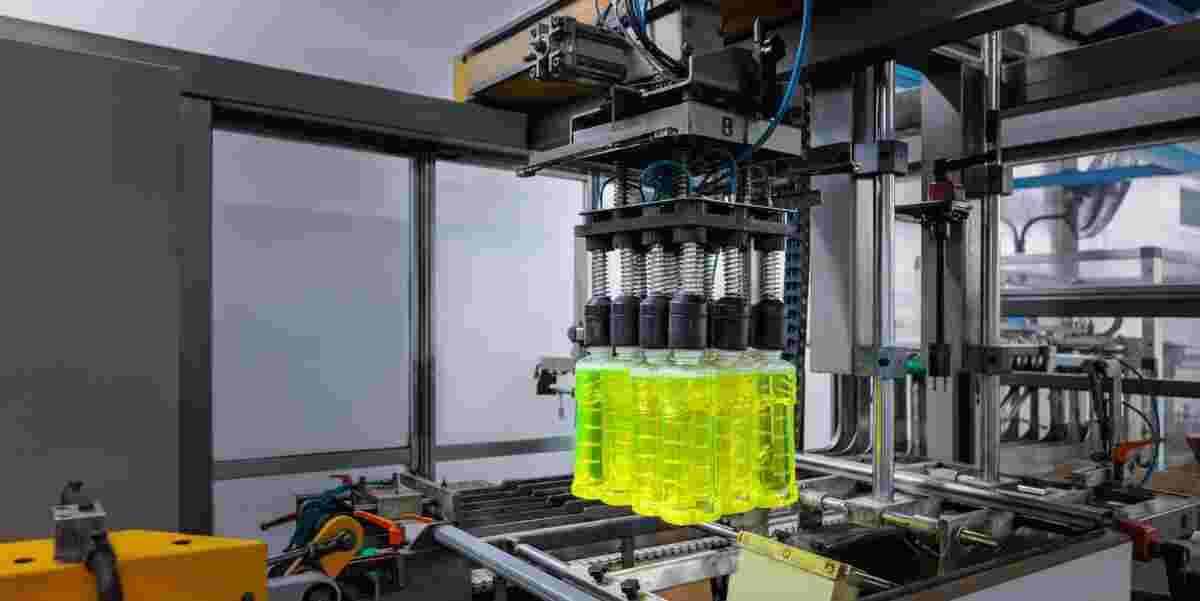
For liquid products, NILO utilizes sophisticated manufacturing systems equipped with precision dosing and mixing capabilities. These systems ensure uniform consistency, optimal ingredient dispersion, and adherence to strict formulation standards. The company’s advanced machinery and streamlined processes allow for high-volume production while maintaining superior product quality and efficiency.
NILO’s facilities are fully equipped to handle the complexities of both Private Label and Contract Manufacturing. From initial formulation to final packaging, NILO provides end-to-end services that allow clients to create unique products customized to their brand’s specifications. Whether developing entirely new products or manufacturing on behalf of clients, NILO’s advanced infrastructure ensures the highest standards of quality, efficiency, and innovation across all production processes.
 State-of-the-Art Facilities
State-of-the-Art FacilitiesNILO’s production facilities are equipped with the latest advancements in manufacturing technology, designed to maximize efficiency and minimize waste. Key features include:
 Infrastructure & Quality Assurance
Infrastructure & Quality AssuranceThe production, storage, and supply processes take place in modern buildings, designed with optimized layouts to enhance workflow and efficiency. Each facility incorporates advanced ventilation, temperature control, and sanitation measures to ensure a safe and controlled environment for production.
A dedicated quality control laboratory, equipped with sophisticated testing instruments, ensures that all products meet stringent quality and safety standards before reaching customers. The laboratory conducts comprehensive analyses, including chemical composition verification, performance testing, and microbiological assessments, ensuring superior product consistency and compliance with international regulations.
 Sustainability & Environmental Responsibility
Sustainability & Environmental ResponsibilityNILO is committed to reducing its environmental footprint through various initiatives aimed at minimizing waste and carbon emissions. The company has implemented energy-efficient technologies across its facilities, optimizing resource usage while increasing overall productivity. By incorporating eco-friendly production methods, NILO has successfully reduced industrial waste, enhanced recycling processes, and improved energy conservation.
Additionally, the company continuously invests in sustainable packaging solutions, sourcing recyclable materials to reduce plastic waste. Through strategic planning and innovation, NILO aligns its operations with global sustainability standards, contributing to a cleaner and more sustainable future.
With a strong commitment to technological advancements, sustainability, and quality assurance, NILO continues to set industry benchmarks for excellence. By integrating innovation with efficiency, the company remains dedicated to delivering top-quality products and exceptional service to its customers worldwide.

The Volos facility operates in a 9,000 m² space and has been in operation since 1990. It is equipped with advanced process equipment that is dedicated to liquid cosmetics and detergent production, greatly supporting NILO’s Private Label and Contract Manufacturing services. The facility has an annual capacity of 90,000 tons of chemical products, running three shifts and employing 90 employees.
For liquid products, NILO utilizes sophisticated manufacturing systems equipped with precision dosing and mixing capabilities. These systems ensure uniform consistency, optimal ingredient dispersion, and adherence to strict formulation standards. The company’s advanced machinery and streamlined processes allow for high-volume production while maintaining superior product quality and efficiency.
Key production systems include:
With a robust combination of cutting-edge manufacturing systems and sophisticated logistics, the Volos facility plays a key role in NILO’s ability to provide high-volume, high-quality production for both branded and private-label products.









 Thessaloniki Facility – Powder Production Excellence
Thessaloniki Facility – Powder Production Excellence
The Thessaloniki facility operates in a 5,000 m² space, specializing in powder detergent production. With an annual capacity of 4,000 tons, the facility operates two shifts and employs 30 people. Equipped with advanced machinery and a well-structured operational framework, this facility plays a key role in maintaining the high-quality standards of NILO’s powder detergent products, supporting both proprietary brands and tailored Private Label and Contract Manufacturing projects.
The tower is fully insulated, supporting thermal efficiency and aligning with broader efforts toward sustainable, energy-conscious operations.
The Thessaloniki facility is home to specialized machinery, featuring a cutting-edge spray drying tower. This advanced technology ensures the consistent quality, uniform particle distribution, and homogeneity of the final product. The spray drying process enhances solubility and ensures uniform performance, contributing to the development of reliable, high-efficiency cleaning formulations.
Key production systems include:
With its specialized equipment, efficient operations, and quality-driven processes, the Thessaloniki facility supports the consistent production of powder detergents across NILO’s proprietary brands, as well as Private Label and Contract Manufacturing projects. Its focused setup ensures flexibility, reliability, and adherence to the highest manufacturing standards across all product lines.










Industrial Area of Volos,
GR 385 00
+30 24210 95656-7
+30 24210 95528-9

Kalochori Thessaloniki
GR 570 09
+30 2310 751223-4
+30 2310 751360